-


-


-


WhatsApp

-


Wechat

Анализ ключевых факторов, влияющих на скорость наполнения аэрозольных баллончиков
2026-03-07
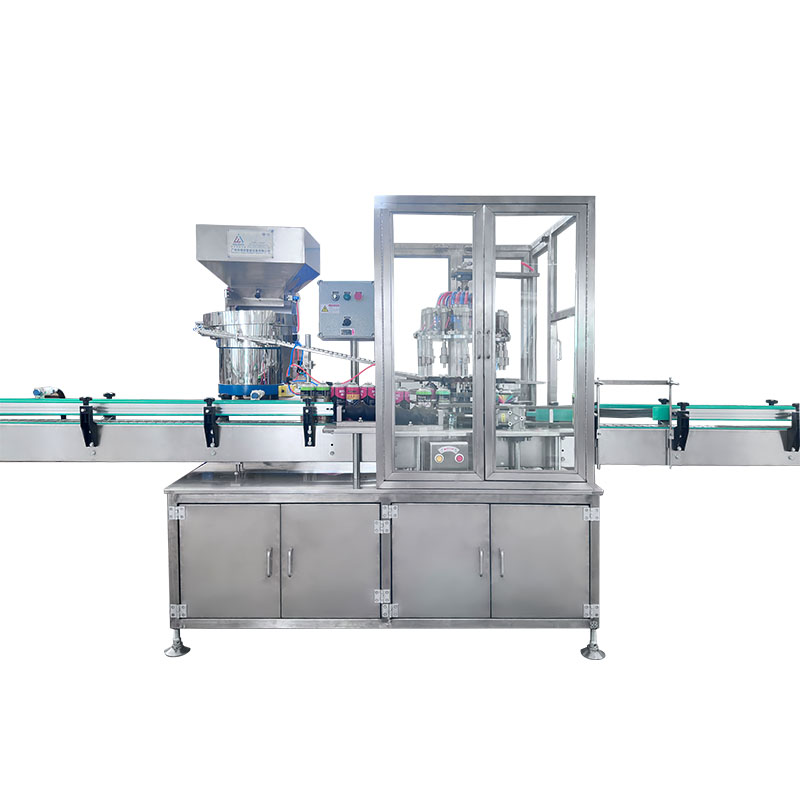
Благодаря непрерывному развитию и инновациям в промышленных технологиях, оборудование для розлива аэрозолей претерпело скачок в развитии: от ручного управления к полуавтоматическому, а теперь и к полностью автоматизированному производству. В настоящее время отечественная технология производства машин для розлива аэрозолей достаточно зрелая и способна гибко адаптироваться к производственным потребностям различных отраслей, таких как химическая промышленность, фармацевтика и здравоохранение, производство пестицидов и садоводство, а также автомобильная промышленность, предоставляя эффективные решения для производства различных аэрозольных продуктов (таких как инсектициды, освежители воздуха, лаки для волос, краски, пенопластовые продукты и т. д.).
В процессе производства аэрозольной продукции скорость розлива напрямую влияет на общую производительность производственной линии и экономическую выгоду предприятия. Независимо от типа производимой продукции, эффективность розлива всегда является одним из ключевых показателей, на которые обращают внимание руководители производства. Итак, какие факторы влияют на скорость розлива в аэрозольные разливочные машины? Компания Wejing Intelligent, как профессиональный производитель разливочного оборудования, предоставит углубленный анализ с технической и практической точек зрения.
1.Метод заправки пропеллентом и точность дозирования
Заправка пропеллентом обычно осуществляется с помощью объемного дозирования. Скорость заправки в основном зависит от требуемой дозы пропеллента, а также от типа и характеристик выбранного аэрозольного клапана. Хотя давление заправки оказывает некоторое влияние на скорость, оно не является решающим фактором. Как правило, для обычных продуктов давление примерно на 5% выше дает лучшие результаты; однако для таких продуктов, как лак для волос и краска, которые более склонны к образованию остатков из-за неправильного использования, давление может быть соответствующим образом увеличено примерно до 10%. Важно отметить, что чрезмерное добавление пропеллента не только увеличивает затраты на сырье, но и продлевает время заправки, тем самым сокращая общее время цикла производственной линии.
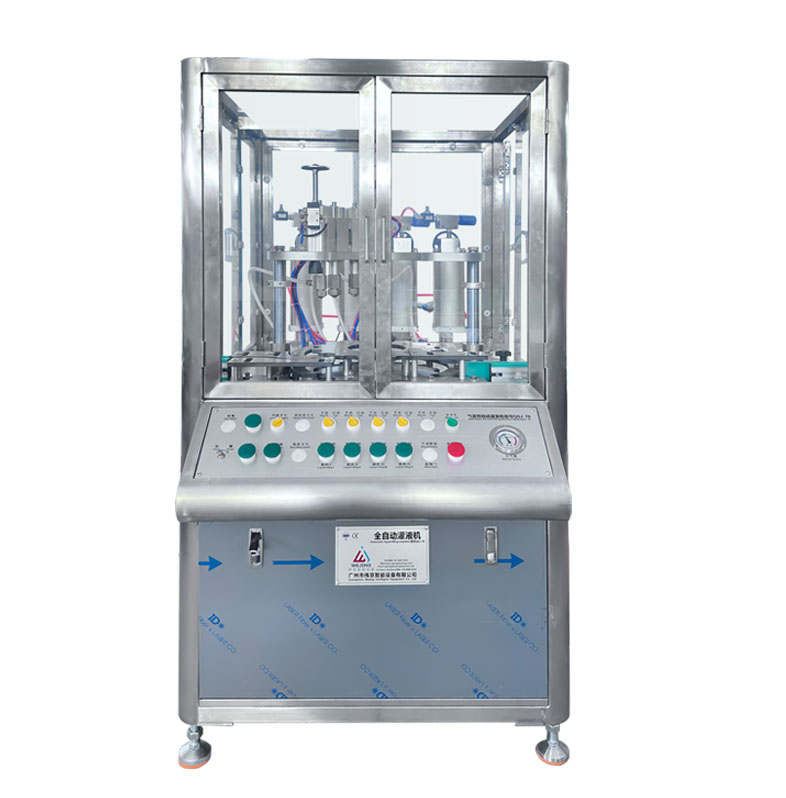
2.Согласование давления воздуха и давления наполнения
Во время работы оборудования существует тесная взаимосвязь между давлением воздуха и давлением наполнения пропеллентом, обычно в соотношении примерно 10:1. Например, давление воздуха 80 фунтов на квадратный дюйм может создать давление наполнения приблизительно 800 фунтов на квадратный дюйм, и большинство аэрозольных клапанов выдерживают давление наполнения от 800 до 1000 фунтов на квадратный дюйм. Если всасывающая трубка для наполнения часто отсоединяется во время производства, давление наполнения следует соответствующим образом снизить; в противном случае это не только повлияет на скорость наполнения, но и может представлять опасность для безопасности.
3.Решающая роль выбора клапана
Характеристики потока клапанов также являются ключевым фактором, влияющим на скорость наполнения. Различные марки и характеристики клапанов демонстрируют значительные различия в эффективности наполнения. Рекомендуется, чтобы компании проводили тщательное тестирование перед выбором оборудования или заменой клапанов, отдавая приоритет моделям клапанов с более высокой скоростью наполнения и более стабильной работой. Кроме того, совместимость между заправочной головкой и клапаном также имеет решающее значение. Несоответствие заправочной головки может привести к колебаниям объема наполнения, ненадлежащему уплотнению или даже опасным утечкам, что значительно замедлит производство.
4.Контроль пенообразования для продуктов на водной основе
Для продуктов с высоким содержанием воды, таких как мусс для волос, пена для бритья и ленточная пена, в процессе розлива легко образуется большое количество пены, что делает этап розлива жидкости узким местом для всей производственной линии. Розлив таких продуктов требует более точных стратегий контроля и более длительного времени отстаивания, чтобы предотвратить перелив пены или недостаточное заполнение, что может привести к снижению общей скорости.
5.Стабильность процесса герметизации клапанов
В нормальных условиях процесс герметизации клапанов не становится узким местом для скорости производственной линии. Даже если скорость герметизации клапанов немного снижается, операторы могут скорректировать ее в соответствии с фактической ситуацией, и влияние будет относительно ограниченным. Однако, если скорость снижения давления слишком низкая, или если кольцо снижения давления не обеспечивает герметичность, или датчик неисправен, это может привести к прерыванию производственной линии, косвенно замедляя общую скорость наполнения. Поэтому крайне важно регулярно проверять состояние герметизирующих и редукционных устройств клапанов.
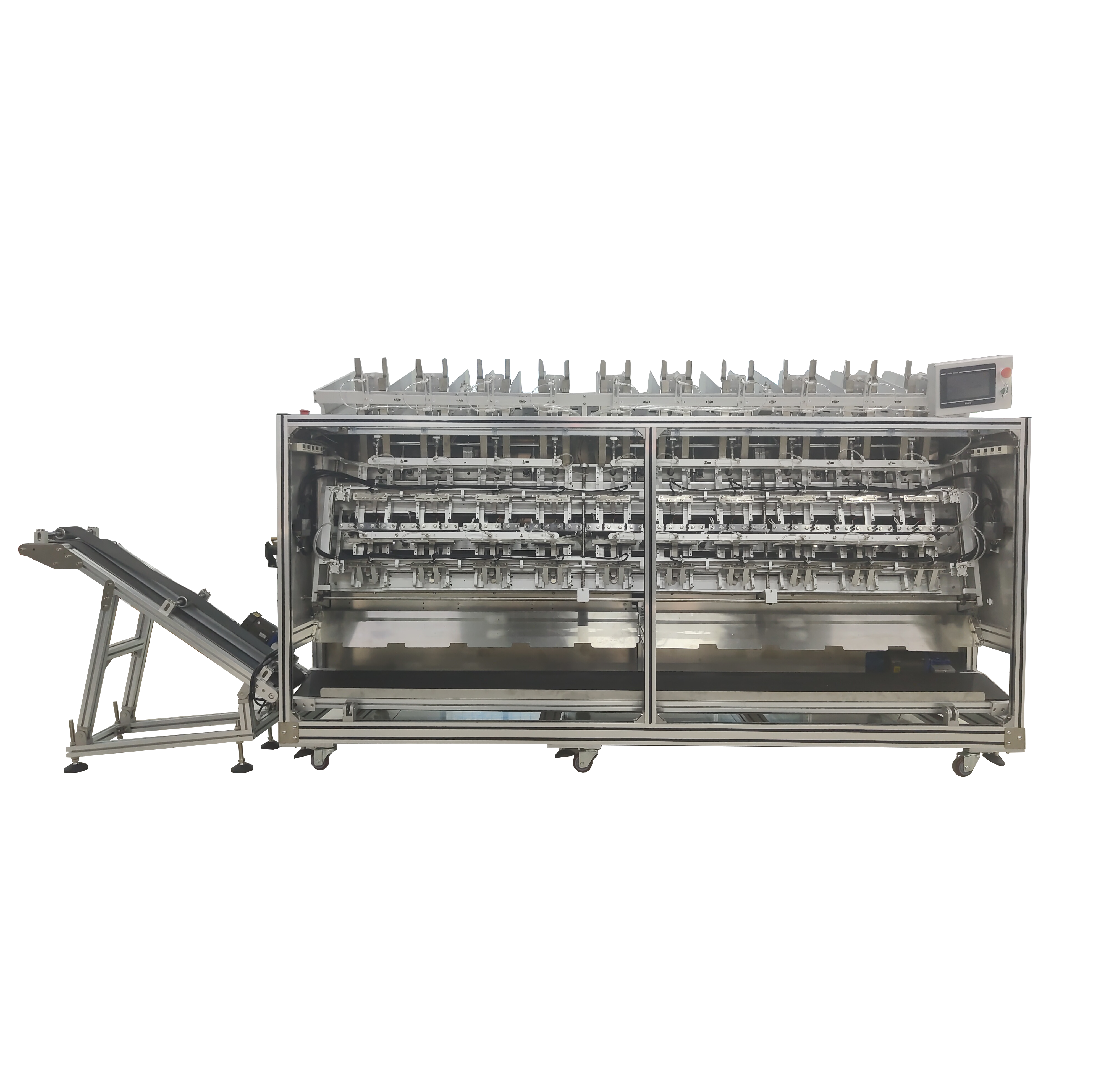
6.Скорость конвейера также влияет на скорость работы разливочной машины.
Роторные машины, как правило, работают быстрее, чем линейные производственные линии. Разливочная головка должна располагаться вне цеха. Линейные машины часто предпочтительнее. При использовании жестяных банок Marco на линейной машине размещение магнитов под конвейерной лентой может увеличить скорость.
В целом, факторы, влияющие на скорость розлива аэрозольных баллончиков, многогранны и включают в себя все: от выбора клапанов и настроек давления до характеристик продукта и общей структуры линии. Как профессиональный производитель оборудования для розлива, компания Wejing Intelligent стремится предоставлять клиентам эффективные, интеллектуальные и безопасные решения для производственных линий аэрозольных баллончиков. Мы с нетерпением ждем сотрудничества с партнерами из всех отраслей для совместного продвижения интеллектуальной модернизации оборудования для производства аэрозольных баллончиков и оказания помощи компаниям в повышении их конкурентоспособности на рынке.